Are you Losing Money?
- Posted on July 22, 2014
- By Richard Kelly
- in Continuous Improvement, Lean, Reliability
- Comments: Comments Off on Are you Losing Money?
- Comments Off on Are you Losing Money?

Early Equipment Asset Management is really about life cycle costing. That means ensuring that the equipment operator spends the least amount of money to buy, operate and maintain the item equipment over, let’s say, a ten-year period. In other words, decisions about purchases are not based purely on the purchase price but on how easy it will be to operate and maintain and how well the equipment will perform once it has been installed.
Building in a Lean RCM approach into the design of capital equipment will ensure that the equipment operator achieves the lowest life cycle costing. This is exactly the same process used in the aircraft industry to achieve extremely high levels of safety and reliability.
Adopting the concept of Early Equipment Asset Management is in the interest of both the equipment operators and the original equipment manufacturers (OEMs). It benefits the equipment operators in that it provides them with more reliable processes that deliver the standard of performance required and reduced cost to operate and maintain over the equipment’s lifetime. For the OEMs, this represents a unique selling point between themselves and other manufacturers who try to compete on the lowest possible selling price and, by exploiting this, they are able to improve their reputation with potential buyers and increase their share of the market.
Fully determining functions and standards of performance and the subsequent identification and elimination of potential failures gives very high reliability for capital equipment.
Early Equipment Asset Management is the third stage of the evolution towards world class operations, and represents a fully integrated approach involving Safety, Quality, Operations and Maintenance departments with the capital project team who provide the solution.
So why is this not commonly applied?
I think the answer is short-sightedness on both the part of the operator and OEMs. It is crazy, but true, that today many capital purchases are made by buyers who have limited knowledge of operations and reliability and look first at the selling price. They work in partnership with Project Engineers whose responsibility ends when the equipment is installed and operating, rather than being held to account for its full life cycle costs. Very few equipment operators involve operations and maintenance departments in the capital purchase process.
Similarly, the OEMs look at Early Equipment Asset Management as extra cost and hassle to them at the supply stage, in other words they do not look past the point at which the customer signs off the cheque.
Early Equipment Asset Management Steps
- Fully determining functions and standards of performance at the design stage
- Identification of potential functional failures
- Identification of equipment failure modes and their effects
- Determine how to eliminate potential failure modes or the prevention measures to prevent failures
- Incorporate the outputs into the design of the equipment or into the operation and maintenance manual for the equipment
- Modify the equipment to incorporate visual controls, error proofing and visibility so that operation is simple and low cost.
I am aware of several blue-chip, international companies in the food, pharmaceutical and water utilities industries who are already embarking on a programme of early equipment asset management. Watch out OEMs and get ready! These guys are asking the question; why do I spend so much money making the equipment correct after 5 years (usually through a Lean RCM programme) when it should have been correct in the first place?
We are expecting to do a pilot with a large water utility company within the next 12 months which will integrate the capital project department with the OEM and with the operations and maintenance departments, meaning that the new installation will hit the ground running and achieve much lower operating costs for its full life cycle.
Let’s look at some real life examples:
 Who?
Who?
Large international pharmaceutical company.
What?
Operator putting in place visual controls.
Why?
To make the maintenance and operation of equipment more error-proof and easier. In addition to these visual controls, significant changes to incorporate transparent, Makrolon guarding allowed much more of the maintenance to be done on the run in addition to helping the equipment operator maintain very high standards of hygiene and compliance.
Who?
Large, household name, international food manufacturer.
What?
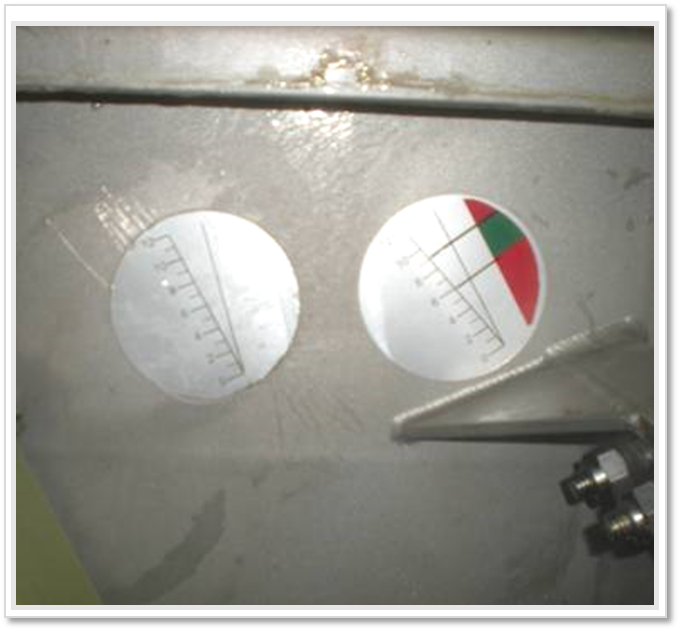
Indicator gauge on the left was as supplied by the OEM.
Why?
Indicator gauge on the right is how it has been modified and how it should have been supplied by the OEM indicating the correct operating zone for this vibrating conveyor when it is in good condition.
This allows the equipment operator to easily detect the onset of failures and thus prevent those from occurring.
Share:
